COMPACT, RELIABLE & EFFICIENT!
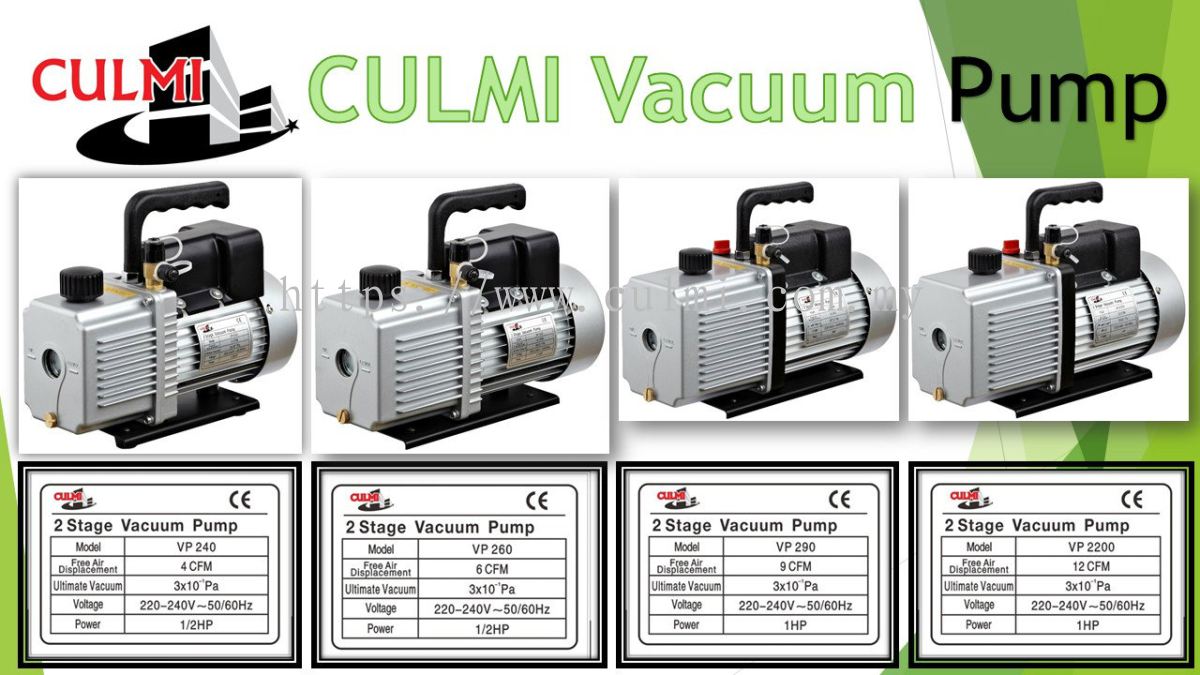
CULMI Single & Two Stage Vacuum Pump
Model
Understanding Vacuum |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
It is not my intention to give a lecture about vacuum nor to be complete in my explanation. See Wikipedia or other encyclopedia.
In the year 2000 when I started to study the possibilities for a DIY boat building project, I was a total composite greenhorn (still too much honor, actually I knew nothing) and there was almost no information about vacuum infusion except that it was some kind of black magic, operated behind closed doors by some very professional boat building plants. However, vacuum resin infusion seemed to me the ultimate way of laminating a boat hull and I saw the possibilities to make my single handed boatbuilding project possible without having any previous composite experience. Vacuum infusion is a defined process that not depends of my initially lack on knowledge and experience and skills for laminating big boat hulls. Now that has been said, think about the following. Vacuum bagging is much more tolerant and can operate even with a not leak proof vacuum bag and at lower vacuum rates, so must be much easier to do. However, being not a defined process, requires experience and skills in the eyes of the novice composite worker because it has to start with a hand-lay-up laminate with all the accompanying tits and bits. For the experienced composite worker it is a piece of cake and is the text above just BS. For the beginner in composites with a high tech composite yacht in mind, the choice for vacuum infusion is a logical one. Just acquire the knowledge and go for it ......
So, to operate vacuum infusion you just need some more knowledge and a little more understanding of vacuum is a good start. Don't think I'm writing this down only for the coming vacuum infusion enthusiasts or other visitors to my website as this is at the same time a refresher for my own knowledge of the matter. And regarding my workmanship with composites, that has reached an acceptable level now as I went through a steep learning curve since the beginnings in 2000. So, coming vacuum infusion enthusiasts, here it is. VacuumThe quality of a vacuum refers to how closely it approaches a perfect vacuum. The perfect vacuum is a volume of space that is essentially empty of matter. In practice achieving complete emptiness is impossible. Even the outer space is not empty of matter. Go study quantum mechanics to understand why. The quality indicators are low vacuum, medium vacuum, high vacuum, ultra high vacuum, extremely high vacuum and outer space. In this vacuum terminology the construction of composite parts with help of a vacuum process operates in the low to medium vacuum rates, being not better than 99% of atmospheric pressure. The other four indicators are for vacuum quality between 99,999% etc. and 100% of atmospheric pressure. For the vacuum infusion jobs I often speak about 'high vacuum' , 'full vacuum' or 'deep vacuum' but what I mean is the use of a vacuum that can be as low (or high?) as 99% of the outside pressure. Say 29.5 'Hg or 1 Bar. Wow, that is a lot, but in fact in vacuum terminology this is considered as 'Medium Vacuum'. Now that we know that please forget it immediately. I prefer to speak about 'full or high vacuum' meaning to achieve the best possible vacuum our vacuum pump is capable of. Most rotary vane pumps are capable of achieving an absolute pressure of 50 mbar (1,5 'Hg) or better. I hear you saying 'But what about pulling 29 'Hg or better I'm reading in all these websites about vacuum bagging, resin infusion, vacuum pumps, etc.' Now that is food for misunderstandings. I will try to explain. Units (SI, Metric, Imperial, Mercury)
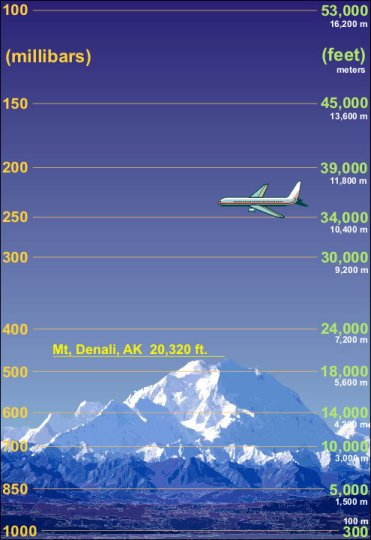
To understand vacuum you need to know a little about how it is measured in units of pressure. The SI unit for pressure is the pascal (Pa), equal to one newton per square meter (N/m2) Meteorologists often prefer the hectopascal (hPa) for atmospheric air pressure, which is equivalent to the popular unit millibar (mbar). Because pressure is commonly measured by its ability to displace a column of liquid another unit in use is the inch of mercury ('Hg) and the millimeter of Mercury (mmHg). 1 mmHg is equal to 1 Torr, the unit named after Evangelista Torricelli, an Italian physicist and mathematician who discovered the principle of the barometer. And finally a more obscure unit (forgive me, my upbringing is metric ;-) is the imperial pound per square inch (psi) 1 atm = 760 Torr = 29,92 'Hg = 14.7 psi = 101.3 kN/m2 = 1013 mbar = 1013 hPa In practice, atmospheric pressure at sea level will vary from about 980 mbar to about 1030 mbar, but pressures below 900 mbar have been recorded in the eyes of cyclonic winds and over 1080 mbar has been recorded under very still and cold conditions. At the summit of Mount Everest atmospheric pressure averages about 300 mbar.Gauge vacuum and absolute pressureThe barometer in our home or boat gives an absolute (atmospheric) pressure. The reading is the pressure above the absolute zero of pressure (or perfect vacuum). The vacuum in the vacuum bag or resin trap is measured with a vacuum gauge and the reading is relative to the external atmospheric pressure, in units on the barometric scale or as a percentage of atmospheric pressure. This relative measurement is called gauge vacuum and is the pressure difference below the atmospheric pressure. Actually the vacuum gauge works the opposite way to the barometer. Thus the absolute pressure in the vacuum bag or resin trap is equal to the current atmospheric pressure minus the vacuum pressure in the same units. Or the driving force for the resin to get into the part is the difference in the same units between the atmospheric pressure and the absolute pressure in the bag. So, the good news is that in our low country (the Netherlands) I get more pressure and can infuse over a longer distance than someone building in the mountains of Italy or Colorado ....... ......... the bad news is that I live in a wet country at the end of the North Atlantic track of depressions (= low pressure) and the guys in the mountains have more frequent fine weather (= high pressure) This means that the residual pressure inside the lay-up may differ from the gauge reading because of changes in atmospheric pressure due to changing weather conditions and altitude variations. For instance at sea level and standard weather (29.9 'Hg) a gauge vacuum of -25.9 'Hg is equivalent to an absolute pressure of 4 'Hg. In other words, the vacuum gauges that read, for example, -25.9 'Hg at full vacuum is actually reporting 4 'Hg, or 136 mbar. That is still in the low vacuum range. While the vacuum infusion takes place preferable in the medium vacuum range ( is a vacuum (absolute pressure) less than 1 'Hg (35 mbar) the accuracy of the vacuum gauge is in the range of 1.5 'Hg (50 mbar) So, here comes the wish for an absolute pressure gauge. An absolute pressure gauge measures relative to the absolute zero of pressure and is unaffected by weather or altitude. Various pressure scales may be used for the two different methods, with the relationships between some of the more common ones tabulated below:
Note that the %vacuum reading is an easy one not depending of SI or Imperial or whatever unit. Although, it will be clear that the scientist operating in the, for us simple composite workers unreachable, ultra- and extremely high vacuum ranges only use the absolute pressure reading. However, the HI-Tech composite builder will follow that path too. More about that at the end of this page. Vacuum pump and sizeAnd what about vacuum pump size? Food for more misunderstandings I'm afraid. Consider your vacuum bag, be it for a small panel or a 40ft yacht hull. Achieving a vacuum requires an air flow from the bag to the vacuum pump. This is not the best part of a serious vacuum pump (low volume/high pressure pump - not much airflow but lots of power) and the smaller the pump, the less air flow. This means that it will take a while till most of the air is out of the bag. For the small panel bag say 2 minutes and for the 40ft boat hull bag maybe 2 hours. The 'big pump' needs seconds and minutes to achieve the same. That's it, that's the difference between a small pump and a big pump ! The bigger pump evacuates the bag much quicker than the smaller equivalent. The pump size is addressed as the quantity of airflow the pump is capable to evacuate in a certain time, in cubic feet per minute (cfm) or cubic meter per hour (m3/hr). It says nothing about the vacuum quality. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 In the composite practice it is necessary to know a little more about the vacuum pump, the use of measuring units and to handle some pitfalls in the field of vacuum. At the start of my composite adventure I had wished this composite related vacuum information would have been available in that time and in such a way I could understand. With vacuum resin infusion the devil is in the details and it is these details that make the difference.
In the composite practice it is necessary to know a little more about the vacuum pump, the use of measuring units and to handle some pitfalls in the field of vacuum. At the start of my composite adventure I had wished this composite related vacuum information would have been available in that time and in such a way I could understand. With vacuum resin infusion the devil is in the details and it is these details that make the difference.