Helium has unique properties that make it valuable for use in a wide range of applications. For example, its properties make possible faster cooling rates, which has led to adoption of helium in vacuum quenching technology, enabling many heat treaters to remain competitive and grow their business. However, helium is a finite resource. Because of a delicate balance between helium availability and increasing demand, it is imperative that the helium-producing industry work with helium end users to conserve, recover and recycle this resource. Technology for recovering and recyling helium developed by Sparco Group offers heat treaters an opportunity to significantly reduce costs. Helium gas quench benefits Vacuum furnace gas quenching using helium can result in higher production rates, improved metallurgical properties, and can reduce overall process costs. Lower heat-transfer properties of argon and nitrogen can require expensive furnace modifications, higher quench pressure and increased blower speeds to achieve the same cooling rates achieved using helium. Helium’s heat transfer coefficient is 60% greater than that of nitrogen at the same pressure. Also, helium is less dense than nitrogen or argon, which makes it easier to move in the furnace.
Furnace fans need less power to circulate helium, therefore, increasing fan speed or pressure becomes a cost-effective practice in accelerating cooling. Additional benefits of helium gas quenching include:
• Like argon, helium is inert and will not react with components being treated. Nitrogen is considered inert in most cases, but can form nitrides in certain materials. • Parts clean up is minimal compared with oil quenching.
• Helium quenching can open new markets for heat-treating processes that may be limited by conventional gas quenching. For example, heavier loads or parts with thicker cross sections can be quenched at a faster rate.
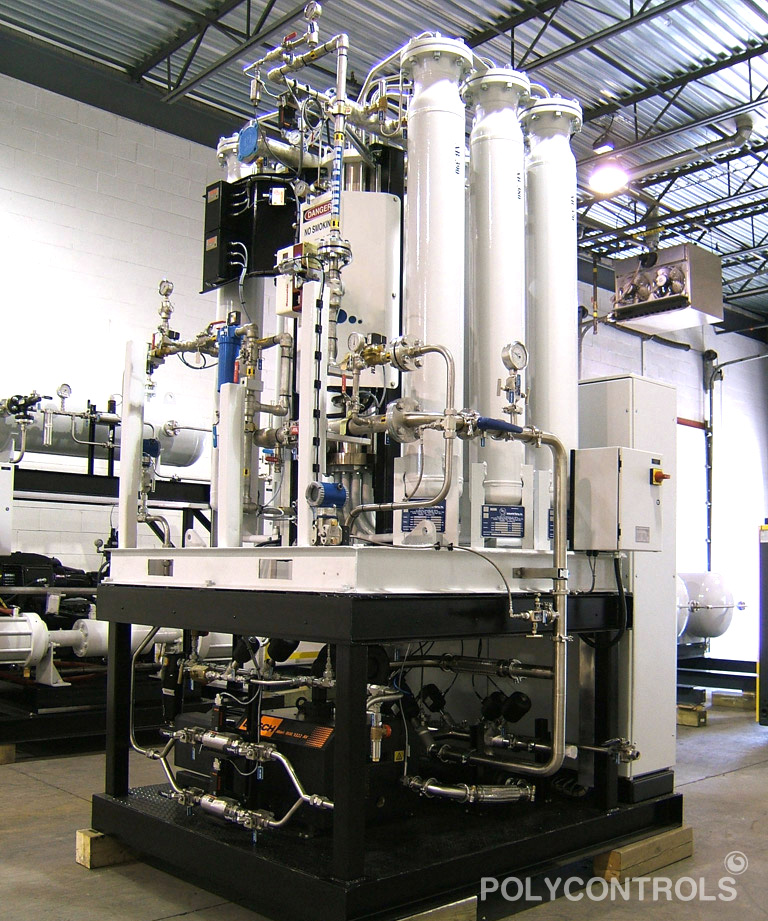
Helium Membrane Recovery
In many applications, mixtures of Helium and e.g. air, nitrogen or argon are mostly used. By recovering the very valuable helium from these gas mixtures, very high cost savings can be realized. Recovery can take place by means of membranes. The very selective Membrane developed by Evonik, together with the clever membrane configuration of Evonik, combines high product gas purity with a high helium yield.

Membrane Working Principal
Membranes for gas separation are produced in the form of hollow fibers by a phase-inversion process. Gas separation membranes work on the principle of selective permeation through a membrane surface. The driving force for gas permeation through the membrane is the difference between the partial pressures of the gas on the retentate side (the internal side of the hollow fiber) and the permeate (external) side.
The greater this difference, the greater the permeation of gas through the membrane. In the separation of gases, permeation of hydrogen and helium through the membrane is strongly favored while components such as carbon monoxide, methane and nitrogen are retained. The permeation rate of each gas depends, on the one hand, on its solubility in the membrane material as well as on its diffusion rate. Gases with higher solubility and lower molecular size penetrate the membrane faster than large, less soluble gases.
The ratio of the transport speeds of two gases is termed selectivity. The higher the selectivity, the higher the energy efficiency of the resulting membrane process. Different membrane materials show different separation characteristics. The driving force required for the separation is obtained through a partial pressure gradient.
Typical fields of application
 Malaysia
Malaysia

