Achieving Zero Liquid Discharge (ZLD) – A Technical Guide for Industrial Facilities
Achieving Zero Liquid Discharge (ZLD) – A Technical Guide for Industrial Facilities
Achieving Zero Liquid Discharge (ZLD) – A Technical Guide for Industrial Facilities
What is Zero Liquid Discharge (ZLD)?
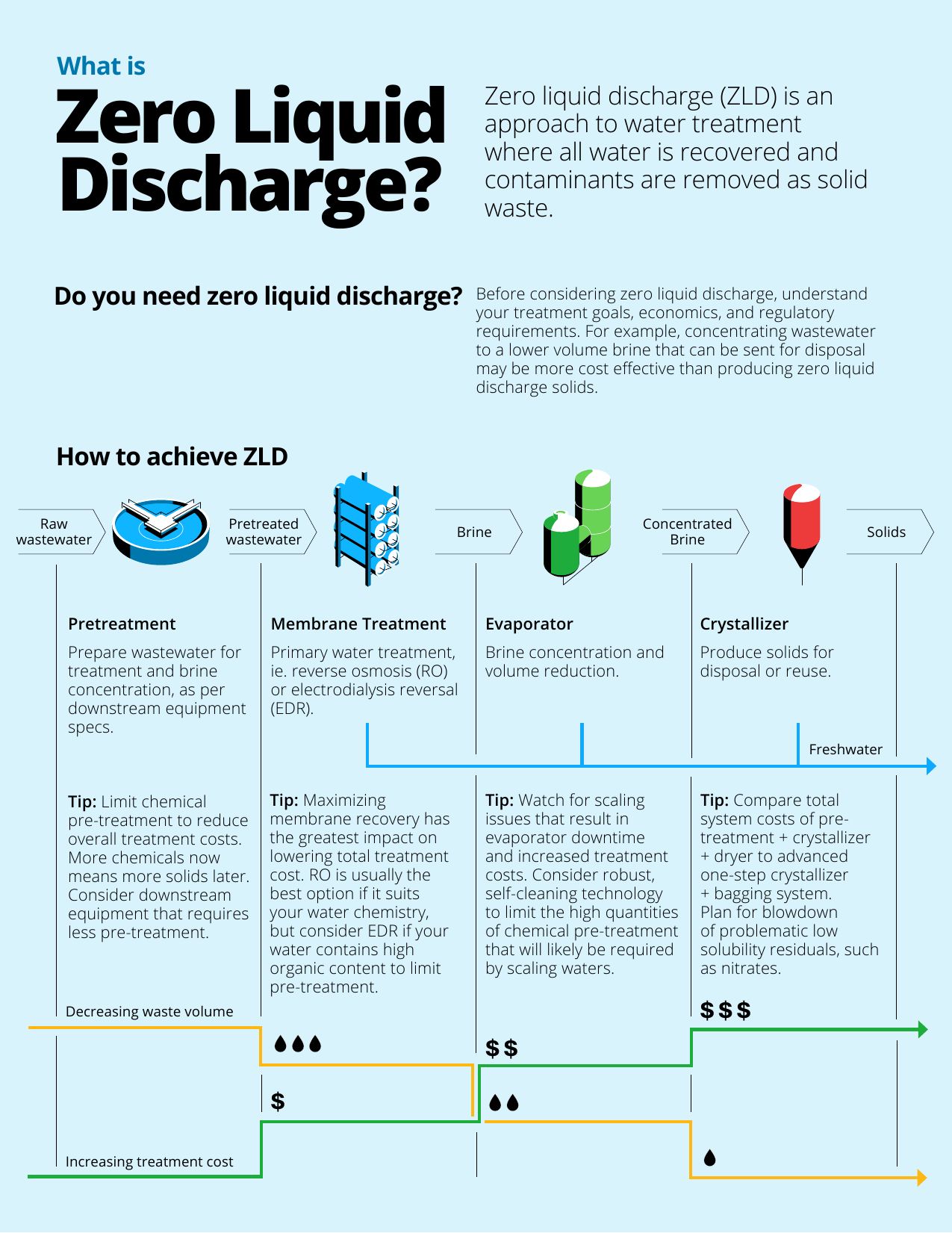
Zero Liquid Discharge (ZLD) is a water treatment methodology that ensures complete water recovery and converts contaminants into solid residues for disposal or reuse. Unlike conventional wastewater treatment systems, ZLD systems aim for near-total elimination of liquid effluent, making them ideal for industries facing stringent discharge regulations or operating in water-scarce regions.
Why Implement a ZLD System?
Companies looking to reduce environmental impact, comply with strict discharge regulations, or achieve sustainability goals are increasingly adopting ZLD. In many industries—such as petrochemical, chemical manufacturing, power generation, and textiles—wastewater often contains high concentrations of salts, heavy metals, and organic pollutants. ZLD offers an effective way to manage these effluents while recovering water for reuse, reducing reliance on freshwater sources, and ensuring regulatory compliance. However, ZLD systems can be capital and energy-intensive. Therefore, a stepwise approach focusing on process optimization, efficient pretreatment, and technology integration is critical to ensure long-term viability.
Step-by-Step Guide to ZLD Implementation
Pretreatment – Preparing the Wastewater
Pretreatment is crucial for removing large suspended solids, oils, and scaling agents that could otherwise impair downstream processes. Depending on the characteristics of the wastewater, pretreatment may include coagulation, flocculation, clarification, and filtration.
Technologies commonly used in this step:
Oil-water separators for removing oils and greases.
Lamella clarifiers for high-efficiency solid-liquid separation.
Sand and activated carbon filters to reduce TSS and organic load.
pH adjustment tanks to neutralize acidic or alkaline streams, ensuring compatibility with membranes.
Best Practice:
Minimize chemical dosing in pretreatment. Excessive use of coagulants and flocculants increases sludge generation, which can elevate disposal costs. Advanced clarifiers or DAF systems (Dissolved Air Flotation) with automated dosing systems can optimize chemical usage.
Membrane Treatment – Primary Water Recovery
Once pretreated, the wastewater is sent to a membrane system for water recovery. The most common technology is Reverse Osmosis (RO), which can recover up to 75%–90% of the water, depending on the feedwater characteristics. For highly saline or complex streams, Electrodialysis Reversal (EDR) may be used as an alternative to RO.
Key design considerations:
Recovery Rate: Optimizing the recovery rate reduces brine volume, lowering the load on the evaporator and crystallizer.
Scaling Potential: High concentrations of calcium, magnesium, silica, and sulfates can cause scaling. Anti-scalants and periodic cleaning (CIP) are essential for maintaining membrane performance.
Fouling Control: Wastewater with high organic content requires advanced pretreatment, or RO membranes may require frequent cleaning. Ultrafiltration (UF) membranes can serve as a pretreatment step before RO to reduce fouling.
Evaporation – Concentrating the Brine
The RO reject (brine) is directed to an evaporator, where it is concentrated to reduce its volume further. Evaporators work by applying heat to vaporize water, leaving behind concentrated brine.
Evaporator options:
Mechanical Vapor Recompression (MVR) Evaporators: These are energy-efficient options, particularly for high-volume applications, as they reuse the energy from the vapor.
Multi-effect Evaporators (MEE): Suitable for lower flow rates, MEEs use multiple stages to reduce energy consumption by utilizing latent heat from each preceding stage.
Challenges in evaporation:
Scaling: High concentrations of sparingly soluble salts (e.g., calcium sulfate, barium sulfate) can lead to scaling on heat transfer surfaces. Selecting the right pre-treatment method and employing anti-scalant dosing are critical.
Energy Consumption: Evaporators are energy intensive. Integrating waste heat recovery from industrial processes can significantly reduce operational costs.
Crystallization – Solidifying the Waste
The concentrated brine from the evaporator is fed into a crystallizer, where the remaining water is evaporated, leaving behind solid waste. The crystallized solids are then dried and can be bagged for disposal or reuse, depending on their chemical composition.
Advanced crystallization technologies:
Forced Circulation Crystallizers: Ideal for handling high-salinity and viscous brines.
Zero Downtime Crystallizers: Equipped with self-cleaning mechanisms to minimize operational interruptions caused by scaling.
Solids handling and disposal:
High-value by-products such as sodium chloride, gypsum, and certain metals can be recovered and reused.
Proper handling and disposal of low-solubility residues, such as nitrates, are essential to prevent environmental contamination.
Key Benefits of ZLD for Industries
Maximized Water Reuse
ZLD systems recover up to 95%–99% of the wastewater as clean water, which can be reused for various industrial processes, cooling, or boiler feed.
Reduced Environmental Liability
By eliminating liquid discharge, industries can ensure compliance with even the most stringent environmental regulations, minimizing the risk of fines and shutdowns.
Potential Resource Recovery
ZLD systems can enable the recovery of valuable salts, metals, and other by-products, turning a waste stream into a potential revenue source.
Sustainability and Corporate Responsibility
Implementing a ZLD system demonstrates a commitment to sustainability and environmental protection, enhancing a company’s reputation with regulators, investors, and the community.
Tailored ZLD Solutions from Global Tankcom At Global Tankcom, we understand that no two wastewater streams are the same. Our experienced team of engineers offers customized ZLD solutions designed to maximize water recovery, reduce operating costs, and ensure long-term compliance with environmental regulations. Our expertise includes:
Feasibility studies and pilot testing for ZLD implementation.
Designing and commissioning ZLD systems tailored to specific industrial needs.
Advanced pretreatment solutions to minimize scaling and fouling.
Energy-efficient evaporator and crystallizer designs.
Full lifecycle support, including operation and maintenance services.
If your company is considering transitioning to a ZLD system or enhancing its wastewater recycling capabilities, contact us today to learn more about how we can help you achieve your goals.
 – A Technical Guide for Industrial Facilities")

 Philippines
Philippines