Description

|
Mechanical Properties Attribute–Tensile Strength Method– ASTM D3039 Value– 74,000 psi Attribute– Tensile Modulus Method– ASTM D3039 Value– 3.1 x 106 psi Attribute–Poisson's Ratio Method–ASTM D3039 Value– 0.37 |
Thermal Properties Attribute–Thermal Expansion Method– ASTM E831 Value–15.6 μm/m/C° Attribute–Glass Transition Temp. Method–ASTM E1356 Value– 105 °C Attribute–Max Operating Temp. Method–ASME PCC-2 Value–85°C Attribute–Application Temperature Value–55 °F to 120°F (13°C to 49°C) |
|
System Properties Attribute–Ply Thickness Value– 31 mils. (0.031 inches) Attribute–Working Time Value–40 minutes at Ambient Attribute–Set Time Value–2 hours Attribute–Cure Time Value–24 – 72 hours Attribute–Shelf Life Value–1 year Attribute–Available Widths Value–4, 6, and 12 inches |
.png) |
1. Surface Preparation Remove all soft coatings and media blast the pipe to a 2.5 mil profile (NACE 3 minimum). Wipe the surface with a solvent such as Acetone, Toluene, or MEK. |
|
|
2. Load Transfer filler Mix the putty or paste until uniform in color and apply to any defects. Shape the filler to near net surface profile of pipe. |
 |
3. Adhesive primer Mix equal parts of the adhesive primer until uniform. Apply the primer to the pipe surface, ensuring a minimum of 30-mil coverage. Allow the primer to sit until a “peanut butter” thickness is achieved. |
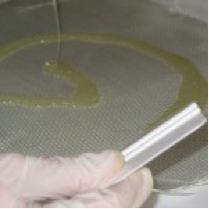 |
4. FormaShield Preparation Mix epoxy parts A and B for at least 2 minutes. Apply the mixed resin onto the fabric evenly distribute on the fabric. Roll up the fabric and transfer to the prepared pipe. |
 |
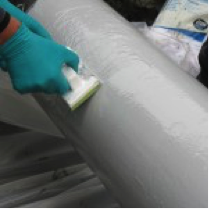
5. Apply wrap to pipe Apply cloth tightly around pipe and continue wrapping until designed layer count is achieved. |
 |
6. Constrictor Wrap Tightly apply 4-6 layers of constrictor wrap over the repair. Then, perforate the surface of the wrap. Allow 2 hours for curing. |
 |
7. Topcoat Application After the epoxy has cured, remove the constrictor wrap. Apply a topcoat to the repair area, as applicable. |
 Malaysia
Malaysia

