Vacuum supply with Witte quality:
Pumps, units, workstations and liquid separators
With a wide range of pumps, units, workstations and liquid separators Witte creates the basis for efficient and effective vacuum supply.
The programme includes vacuum pumps of various designs and sizes with suction capacities of around five to well over 1,000 cubic meters / hour. What they all share is their ease of maintenance, their compact design with easy accessibility and the security of the Witte repair service.
Witte central supply systems are used for the vacuum supply of large-format vacuum chucks: several coupled vacuum pumps, positioned in a space-saving manner in a horizontal arrangement. They are particularly suitable for example for simultaneous supply of several machines equipped with vacuum chucks.
The performance spectrum of such central supply systems extends to over 1,000 cubic meters / hour of pumping speed - with a maximum ultimate vacuum of up to 0.2 mbar absolute.
The range of equipment is completed by manual liquid separators of small, medium and high performance as well as combination pump / separator units.
Additional safety is provided by our automatic liquid separators with a separation capacity of more than 100l / h.
Choosing a vacuum unit or pump
Depending on your operation Witte offers different vacuum supply systems:
Handheld pumps / Pumps
are standard, almost all of which can be used together with our liquid separators if fluids are involved and sucked in during machining process.
Vacuum units
In addition to the pumps mentioned above the vacuum units also have an additional vacuum tank as well as various safety devices.
Modular vacuum unit
In addition to the pump and tank the modular vacuum units also have an integrated liquid separator and various safety devices.
Liquid ring pumps
These pumps are highly recommended when large amounts of cooling fluids are sucked in during the machining process.
Selection of vacuum supply depending on dimension of clamping surface :
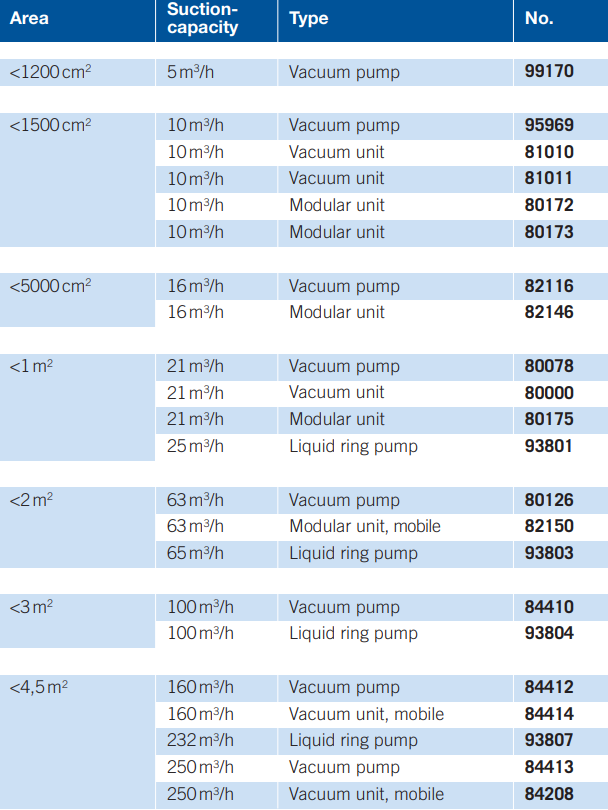

Choosing vacuum supply according to working conditions

-------------------------------------------------------------------------------------------------------------------------------------------
Modular oil lubricated vacuum pumps integrated liquid separator
Advantages:
• Vacuum storage unit and liquid separator are integrated - an additional liquid separatoris not required
• Space saving assembly of all components
• See-through unit for liquid separator and vacuum storage unit all in one means safety ''at a glance''
• Different storage volumes possible simply by changing acrylic glass cylinder
• Integrated air filter, drain separator, overvoltage relay, pressure difference switch
• Available with different pump types from 10m3 to 100m3, on request also available with dry running pumps
.jpg)
.jpg)
Modular vacuum unit
230/400 V working voltage
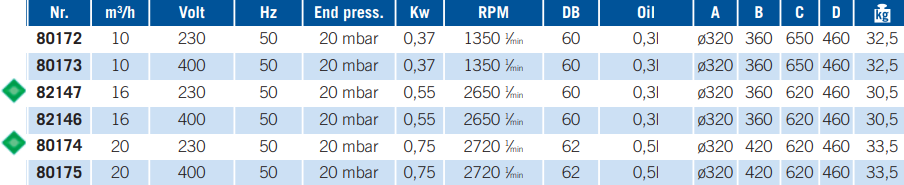
400 V working voltage

-------------------------------------------------------------------------------------------------------------------------------------------
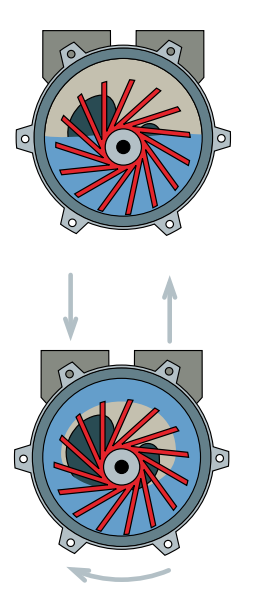
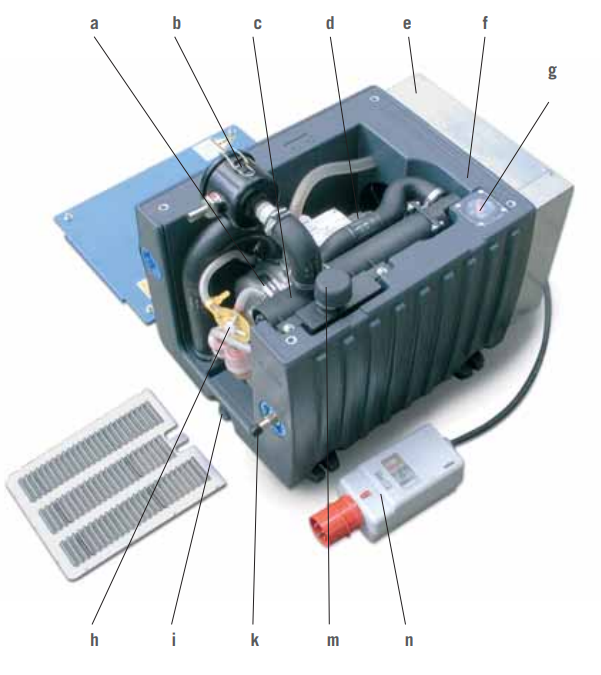
Liquid ring vacuum pump
Only one unit for vacuum supply and liquid separation
These robust pumps, are low on wear-and-tear and maintenance, work at up to 50 mbar vacuum and do not need an additional liquid separator. A fast turning impeller causes water in the pump to rotate (see picture on below) simultaneously sealing itself off the impeller. A washable filter and a patented condenser clean the air being sucked in before it enters the pump. Cooling lubricant is integrated into pump's operating cycle and a valve allows removal of excess fluid which can be returned to tool machine whilst in operation. An air chiller protects the unit from overheating.
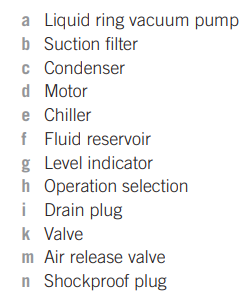
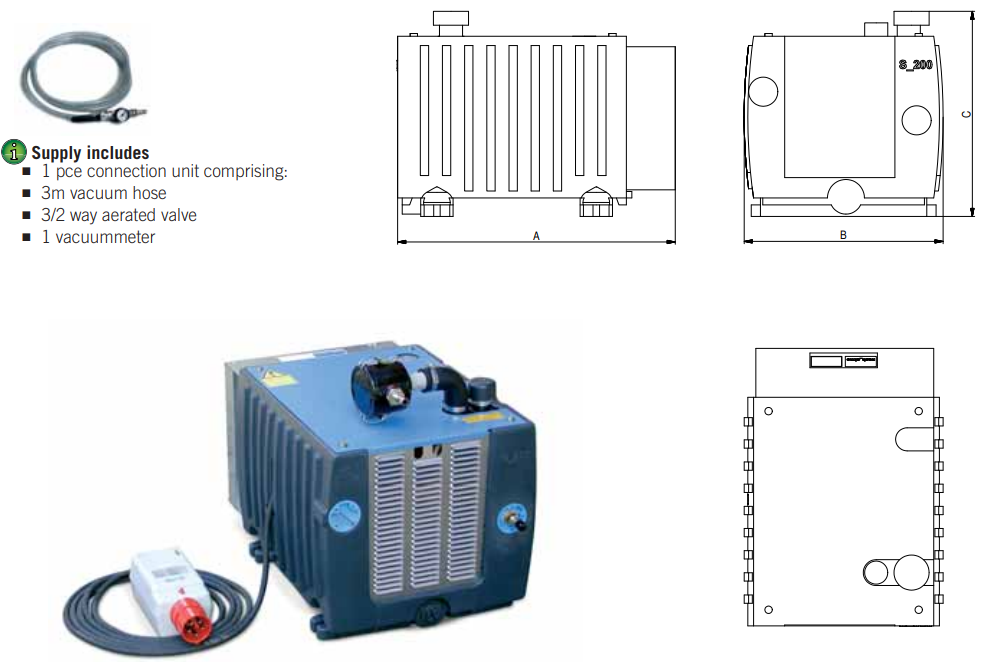
Liquid ring vacuum pump
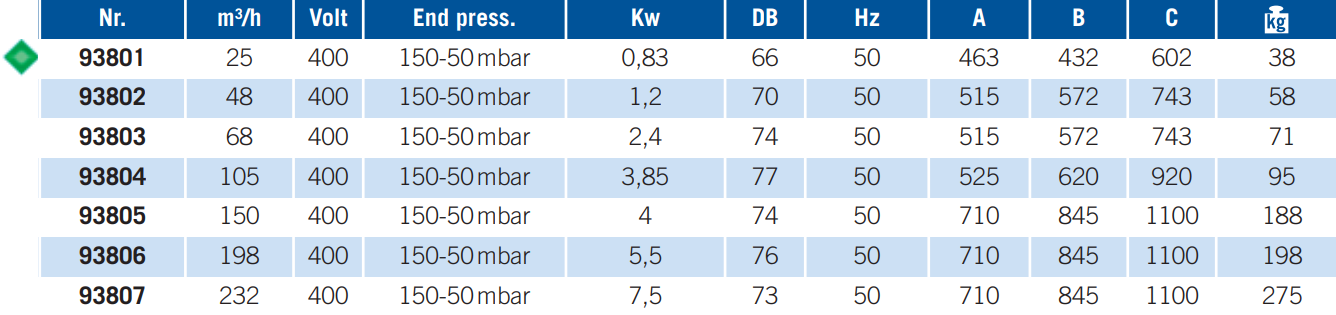
Accessories

.jpg)
 Malaysia
Malaysia
