The Consideration That It Deserves
Because FRS helps us achieve so much in so many contexts, it seems appropriate to take some time to make sure it is specified to perform at its best. As for all concrete, this means that special care should be given to the choice of ingredients, mixture proportions, testing methods, and design approaches.
For shotcrete, the right choice of ingredients is essential to achieve the desirable properties in both fresh and hardened states. The aggregate size distribution is a key parameter in this matter; a good distribution will make a mixture that is both pumpable and sprayable. This is particularly important for FRS, as the introduction of fibers tends to reduce the workability of shotcrete. Whenever possible, it is better to focus on good base materials to reach the right pumping and spraying behaviors rather than having to rely only on chemical admixtures and risk incorrect use and unnecessary costs.6,7
FRS should be considered a “dynamic” material because the proportions of its components may change during the placement process. The effect of rebound—shotcrete material that bounces away from the surface—is responsible for this shift of proportions. In fact, this phenomenon is usually minimized by adequate tuning of the equipment and by maintaining a proper consistency of the material. This is always true for shotcrete, but it can also affect the fiber content when working with FRS because fibers behave like elongated aggregates and can bounce off the surface.8 Indeed, one must understand that the final fiber content of the in-place material is usually different from the initial fiber content.2,9
FRS is used in a wide range of contexts with different loading conditions. It is sometimes used in challenging environments where the loading conditions are complex; deep mines and highly stressed ground openings are great examples. Therefore, it is essential to give appropriate consideration to the test method that will be used for the evaluation of FRS. This is particularly true considering the number of standard test methods available:
ASTM C1399/C1399M, “Standard Test Method for Obtaining Average Residual-Strength of Fiber-Reinforced Concrete”;
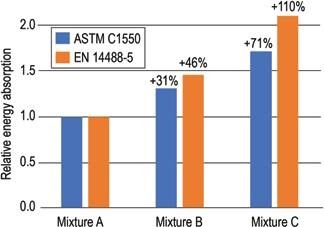
ASTM C1550, “Standard Test Method for Flexural Toughness of Fiber Reinforced Concrete (Using Centrally Loaded Round Panel)”;
ASTM C1609/1609M, “Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam with Third-Point Loading)”;
UNE 83-515, “Fibre Reinforced Concrete. Determination of Cracking Strength, Ductility and Residual Tensile
Strength. Barcelona Test”10;
EN 14488-511 for determination of energy absorption capacity of fiber-reinforced slab specimens;
EN 1465112 for measuring the flexural tensile strength; “EFNARC Three Point Bending Test on Square Panel with Notch”13;
Norwegian round panel test14; and
Grimstad and Barton.15
It is crucial to understand what information will be produced and how it will be used. Will it be used to compare with a design value, or will it be used as a quality indicator? Because different test methods do not test samples under the same conditions, it is generally hard to compare test methods directly, even though it may seem convenient. Although a given test method may show an increase in performance of a mixture, a second test method may not. This means that performance results from one test method are often not comparable to results from another test method. Finding the right test method to be used and the right way to use the information are essential steps for ensuring correct conclusions and appropriate decisions.
Particularly when working with FRS, it is important to consider and understand the idea behind the testing procedure selected. Testing a material is the same as asking a question. For example: How does this material react under the specific conditions of this test method? Subsequently, an answer to the question can be retrieved from the results, and this answer can be shared or used for design or performance evaluation.
Essentially, it is crucial to understand the test (question) that is being run (asked) and the result (answer) that is collected.
For example, the compressive strength is a commonly evaluated characteristic of concrete, and it is generally a good indicator of the quality of the placement of shotcrete and the quality of its ingredients. In some applications, the compressive strength can be the only performance specification for shotcrete.16 However, it is generally not a good indicator of the performance of FRS. In the typical range of fiber contents found, the compressive strength of FRS is not affected by the fibers.1 Also, having the strongest concrete mixture (that is, the highest compressive strength) is not the correct approach to obtaining an FRS with the best properties (highest energy absorption, for example). In fact, the behavior of this composite comes from the interaction between the fiber and the concrete. Indeed, in an FRS composite system, a fiber that slowly pulls out of the concrete will dissipate more energy than a fiber that breaks because it is too strongly anchored. Focusing on making a strong(er) concrete is not necessarily the best way to reach an ideal composite action.
Finally, as for concrete in general, the attention given to the sampling procedure is not only necessary but also beneficial in making the appropriate decisions. As it was explained previously, the placement process of shotcrete has a strong effect on the characteristics of the in-place material. Thus, creating test specimens that are representative of the actual structure is an important aspect of the design steps, quality
control, and quality assurance. This is particularly important for FRS because the rebound of fibers and their orientation in the structure can affect the performance of the material.
Luckily, many documents focus on this aspect and give guidance on the sampling procedure of shotcrete.
As a matter of fact, ACI technical committees have published multiple documents that can guide engineers, researchers, concrete producers, and contractors in the way they approach FRS. First, ACI 506R, “Guide to Shotcrete,”16 is a general reference document that provides tools on the appropriate production, placement, and testing of shotcrete. Second, ACI 506.1R, “Guide to Fiber-Reinforced Shotcrete,”8 gives specific details about the use of fibers in shotcrete.
Finally, ACI Committee 544, Fiber Reinforced Concrete, offers a number of documents on the subject of FRC, including a lot of information that applies to FRS.17-23





 Singapore
Singapore